|
|
IR
aplicada en Componentes
revestidos internamente.
-
En la industria y empresas
Mineras nos encontramos
componentes
con dispositivos para disminuir
el desgaste o abrasión.
provocado por el fluido en
transito. Para esta aplicación
los Ensayos IR. ofrecen una gran
solución en la detección de
anomalías internas.
La termografía infrarroja es el
método más fácil y más rápido
para detectar la disminución de
espesor o pérdida de los
revestimientos internos. Una
cámara infrarroja visualiza
dónde está exactamente la
anomalía y área que abar, lo que
ayuda a los inspectores a
enfocar su atención,
permitiéndoles diagnosticar
correctamente las áreas que
pierden energía o aislación.o aislación.
-
-
-
|
|
Aplicaciones
de Termografía en
Componentes revestidos.
|
| |
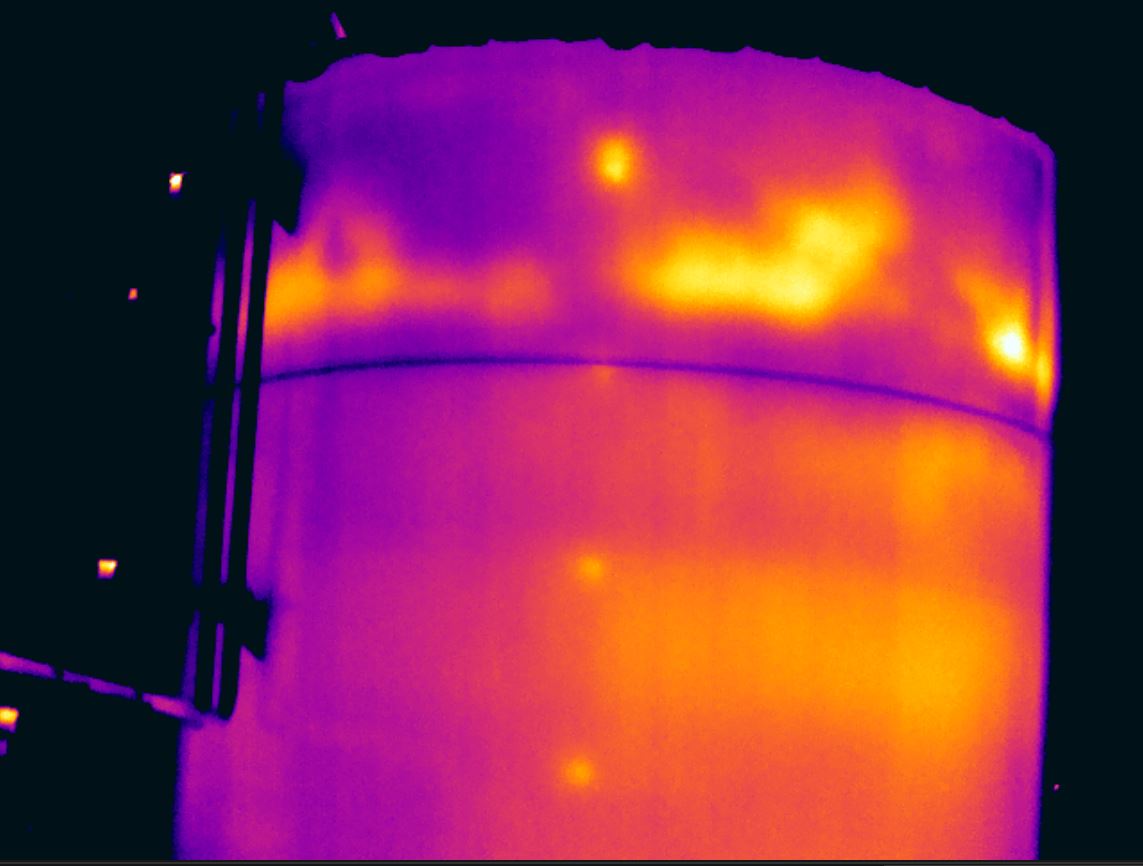
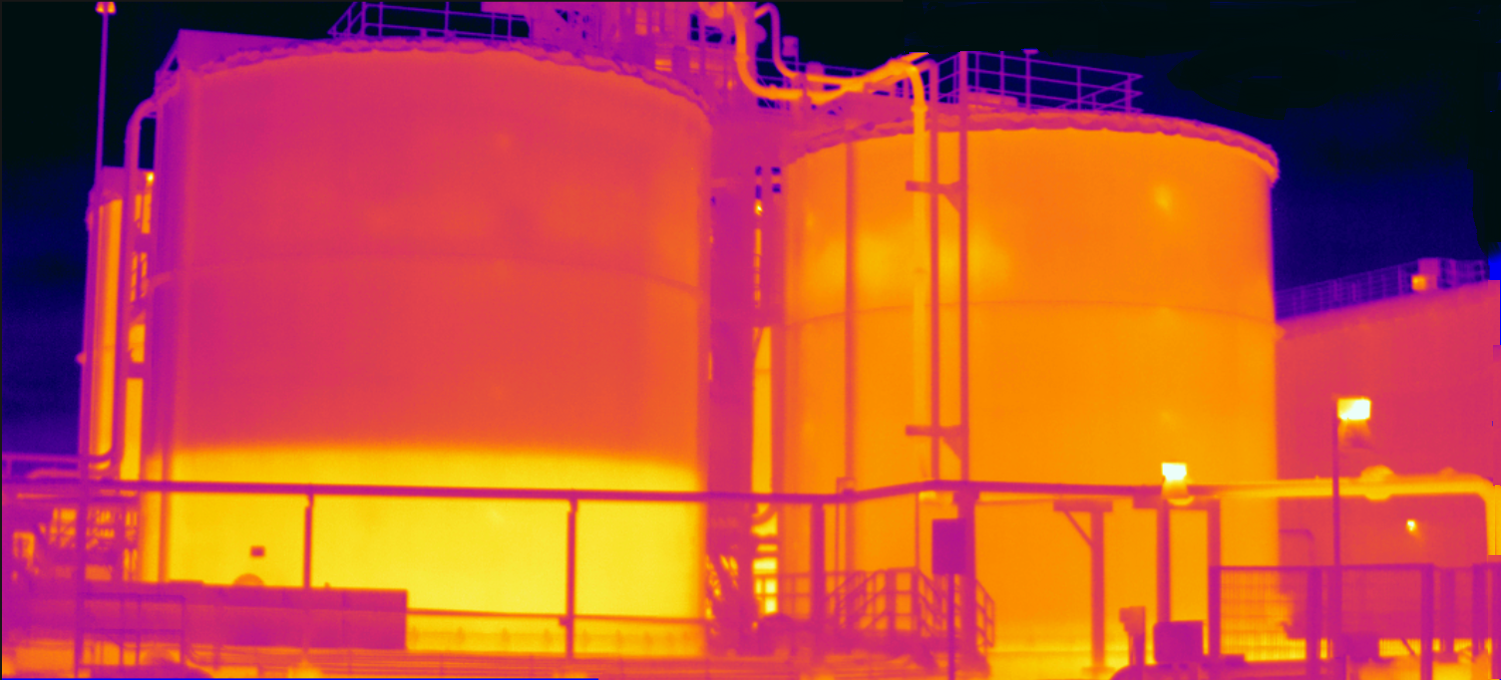
Detección de anomalías en estanques,
depósitos, recipientes, Etc.
|
 |
- Ralizando
barridos por medio esta técnica
logramos detectar, anomalías tales
comoo:
- Niveles de
los elementos contenidos.
- Altura de
depósitos.
-
Irregularidades estructurales.
- Perdida de revestimientos
internos.
- Etc..
- Podemos
determinar de forma cualitativa
bajos espesores de pared del manto.
en la estructura contenedora de
estos componentes.
- Por medio
de los ensayos Termográficos, se
determinan áreas con bajo espesor o
desprendimiento de los
revestimientos internos.
- Las
anomalías son detectables en tiempo
real y sin la detención de la
operación. no se necesitan
condiciones especiales para realizar
la inspección.
|
|
| |
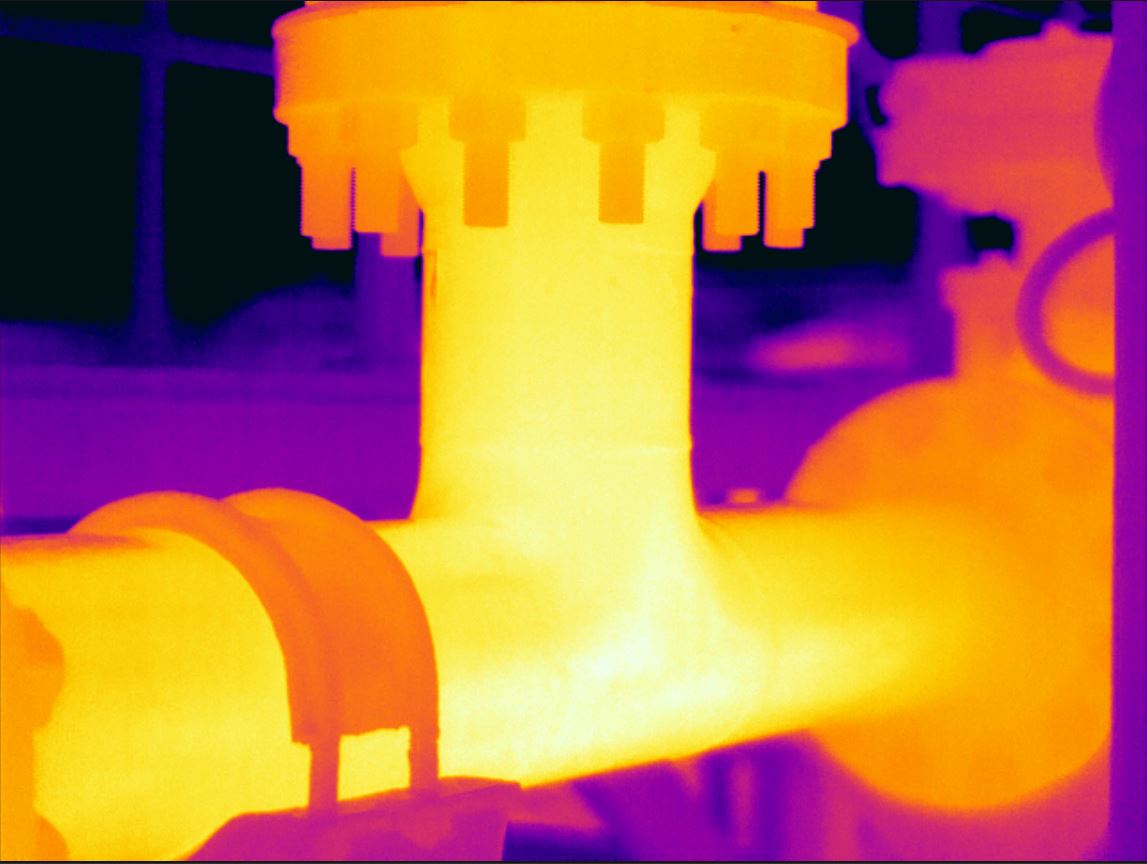
Detección de desgaste o
perdida de Revestimiento en Spool
|
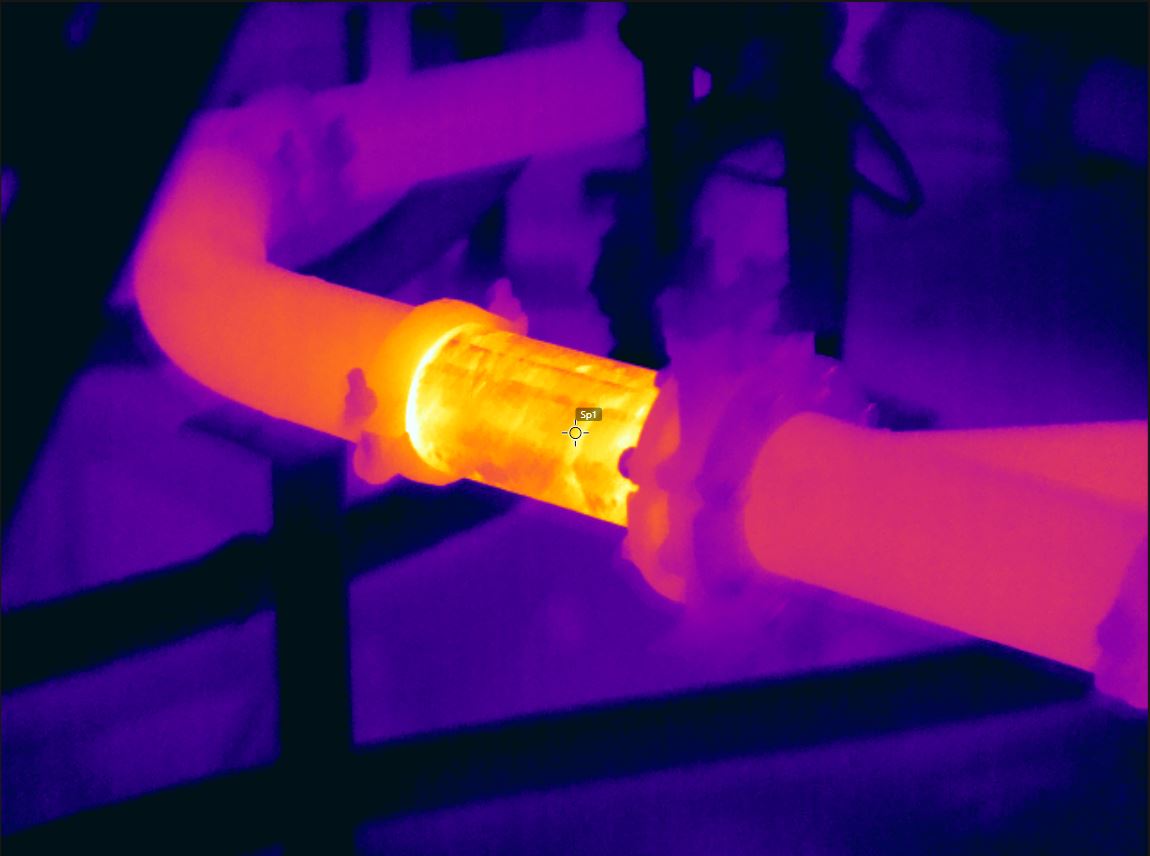 |
- Por
medio de ensayos termográficos.
logramos detectar disminución de la
protección interna o la carencia de
estas en Spool.
- Los ensayos
tienen resultados en tiempo real.
arrojando imágenes con anomalías de
fácil interpretación.
- En este
ejemplo. se observa un Spool quien
presenta la perdida total de su
protección interna en este caso
Caucho.
-
|
|
| |
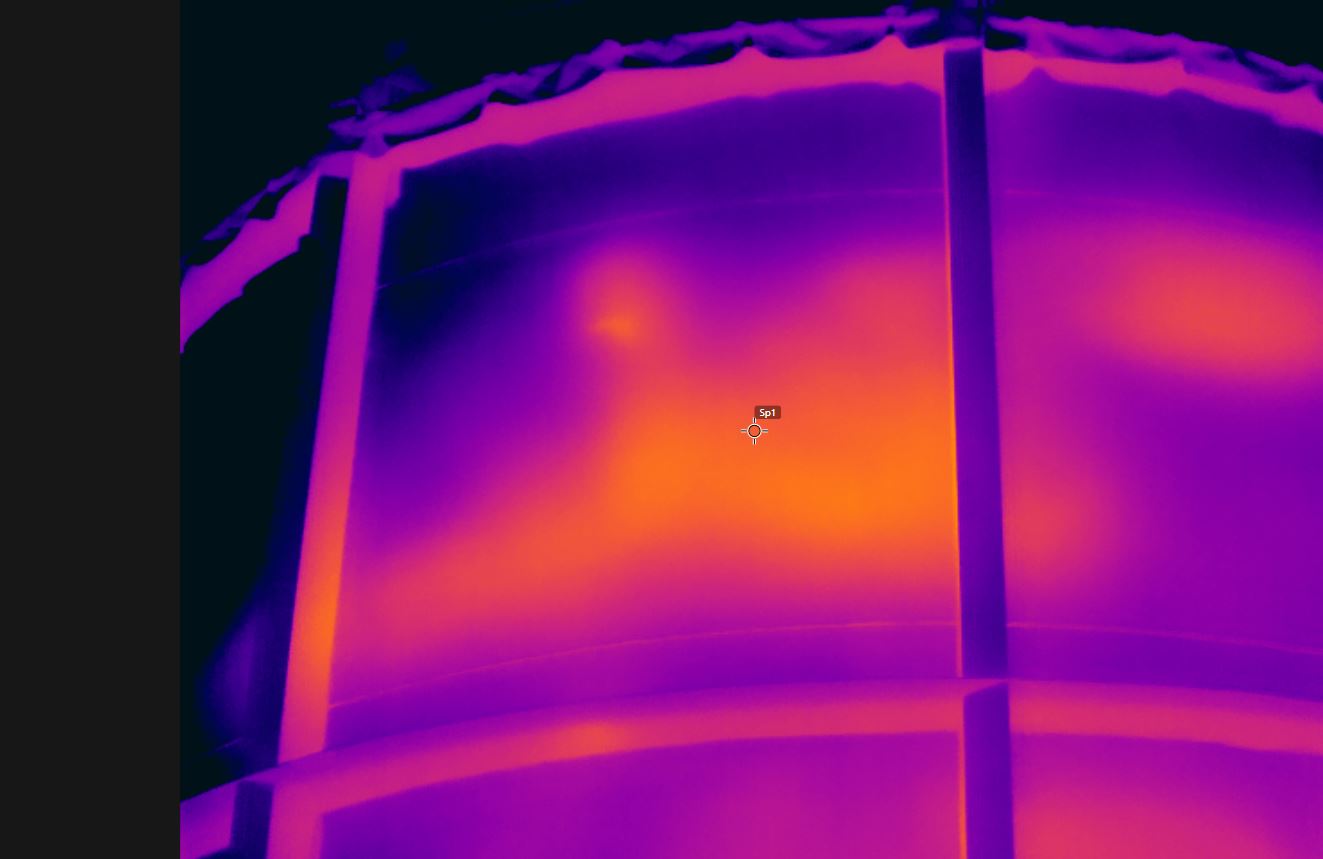
Análisis puntos de choque del flujo en
el componente.
|
 |
- Registrando un espectro IR se
puede determinar los puntos donde el
flujo provoca el mayor impacto en la
pieza revestida o desnuda.
- Por lo
anterior podemos determinar los
puntos donde se debe aplicar la
técnica complementaria de registro
de espesor del revestimiento interno
PAAT. por medio de ultrasonido
industrial.
- El sistema
nos entrega una imagen simple donde
se representan las anomalías.
- podemos
detectar a gran distancia estas
anomalías y sin provocar una
detención o condición especial para
realizar el análisis.
|
|